

Citation: Baumann M, “Excipient Innovation Requires Close Collaboration Between Suppliers and Drug Formulators”. ONdrugDelivery Magazine, Issue 88 (Jul 2018), pp 22-25.
Michael Baumann discusses the need for novel excipients in new drug development, the regulatory difficulties inherent to developing novel excipients and methods of innovation using current compendial excipients.
Close working relationships between drug manufacturers and excipient suppliers with a deep understanding of the composition, functionality and performance of excipients in drug formulations have never been more important. For starters, excipients are no longer considered inactive, and thus have become a top priority among regulatory bodies worldwide. Regulatory agencies in the US, EU, Japan and the BRICK countries – Brazil, Russia, India, China and Korea – are placing more focus on excipient regulations and guidelines or introducing new rules for finished pharmaceutical products that specifically address excipients, directly or indirectly.
Whilst necessary, such regulations have a tendency to discourage innovation, particularly when it comes to the lack of a defined regulatory pathway to facilitate the approval of novel excipients. In fact, only three novel excipients have been launched and approved over the past 20 years, according to professor Brian Carlin, immediate past chair of the International Pharmaceutical Excipient Council (IPEC) of the Americas’ Quality by Design (QbD) Committee, at the IPEC Europe Excipient Forum (Bordeaux, France, Feb 1 2018).
Recognising the need for a regulatory process to enable the evaluation and acceptance of novel excipients to support innovation in the pharmaceutical industry, IPEC-Americas has partnered with the International Consortium for Innovation and Quality of Pharmaceutical Development (IQ) to collaborate with the US FDA in their Critical Path Innovation programme, according to Priscilla Zawislak, Chair IPEC-Americas.
INNOVATION DRIVERS
Beyond the regulatory landscape is an urgent need for collaborative excipient innovation. Excipients are indispensable ingredients in final drug formulations that can impact product quality, stability, tolerance, release profiles, overall efficacy and safety. They are also critical to efficient drug processability, ranging from direct compression and roller-compaction to hot-melt extrusion.
Perhaps most important of all is the issue of solubility, which has emerged as a major barrier to the formulation of bioavailable dosage forms. Pharmaceutical pipelines are dominated by low-solubility drug candidates. By some estimates, as many as 90%1 of new chemical entities (NCEs) fall into Class II and Class IV of the biopharmaceutics classification system (BCS).
There is an urgent need for excipients, processes and technologies that can overcome the inherent limitations of low-solubility NCEs. The importance of collaboration is, in part, a reflection of the scope and scale of the challenge posed by poorly-soluble NCEs. Inter-company and, particularly, interdisciplinary collaborations are needed.
THREE PRACTICAL EXCIPIENT INNOVATION PATHWAYS
There are at least three ways for drug formulators and excipient suppliers to work together to innovate within the compendial box:
- Co-processed excipients (CPEs), which are a combination of two or more compendial or non-compendial excipients designed to physically modify their properties in a manner not achievable by simple physical mixing, and without significant chemical change.2
- Modified morphology, or physical properties, of compendial excipients within the allowed ranges of existing regulatory monographs.
- Modified molecular structure of compendial excipients within the allowed ranges of existing regulatory monographs.
Methods two and three are, in effect, significant line extensions of existing compendial excipients. If a change of excipient morphology and/or molecular structure yields an excipient that still meets the compendial monographs, the tailored excipient would still fall within the IID excipient category.
Development of innovative excipients through any of these pathways does not create a novel chemical entity, but it does create a novel regulatory entity. They may require regulatory review, but not nearly so rigorous as those required of a genuine NCE. In general, excipients developed by these three methods will need a thorough safety analysis and analytical proof that the “new” excipient retains the same chemical nature as the parent excipient. In the case of CPEs that combine two or more compendial excipients, if it is proven there is no covalent bond between the parent excipients, then safety of the co-processed excipient can be derived from a safety profile of the individual components (Figure 1).

Figure 1: Excipient regulatory and environmental challenges.
When drug formulators share their specific excipient challenges regarding APIs, formulation and/or processing, knowledgeable excipient suppliers can help determine the optimal innovation pathway. For instance, Dow utilises a design of experiment (DOE) approach to explore substituent space and customise optimised, robust performance for poorly soluble drug compounds. This approach combines polymer structure-property relationships with small scale synthesis capability to address the unique needs of each API.
Here follows a brief review of these three excipient innovation pathways.
Co-Processed Excipients
Because they are typically comprised of two or more compendial excipients, the majority of new excipient developments are co-processed products. According to IPEC, the most popular CPEs today are designed to facilitate cost-saving direct-compression (DC) manufacturing processes. However, they are also engineered to address challenges such as limited solubility, permeability, improved flow, increased gel strength and better sensory attributes.
CPEs are developed to engineer a benefit beyond the simple blending of two or more excipients. They are created by incorporating one excipient into the particle structure of another in order to mask the undesired properties of some materials whilst retaining, or improving, desired properties of other materials, resulting in a targeted performance enhancement.
For instance, microcrystalline cellulose (MCC) – a pharmaceutical excipient dating back to 1962 – has excellent binding properties, but MCC shows plastic deformation during tableting, resulting in increased lubricant sensitivity. This can slow down production speeds and lead to softer tablets. Incorporation of excipients such as dicalcium phosphate or silicon dioxide into the MCC particle structure minimises the effect of the lubricant on tablet strength and helps improve tabletability. Various grades of MCC have recently been improved through incorporation of other excipient materials (Table 1).
| Co-Processed Ingredient | Advantages |
| Silicon dioxide | Improved flow, compatibility |
| Dicalcium phosphate | Improved compatibility, especially for dry granulation |
| Mannitol | Improved flow, decreased lubrication sensitivity |
| Guar gum | Improved sensory attributes in chewable tablets |
| Carboxymethylcellulose | Superior gel strength and thixotropic behaviour in suspensions |
IPEC believes that the majority of new developments in the foreseeable future will involve co-processed excipients. However, with the exception of MCC/carboxymethylcellulose sodium, silicified MCC and compressible sugars (sucrose + maltodextrin) – CPEs are not yet listed in the monographs, whereas the other two approaches to excipient innovation, modified morphology and modified molecular structure, offer opportunities to improve performance entirely within existing pharmacopeias.
Modified Morphology Excipients
A second pathway for excipient innovation involves modification of particle shape, size, surface area and/or porosity. Accomplished within existing compendial parameters, this approach reduces the necessary regulatory approval significantly since the excipient material has not changed chemically.

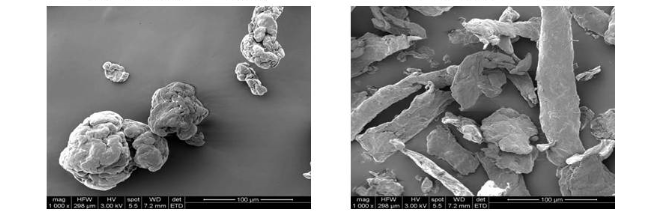
Figure 2: Comparison of particle morphologies.
As an example, hypromellose (hydroxypropyl methylcellulose, or HPMC) has long been used as a hydrophilic polymer excipient to create controlled-release matrix tablet formulations. However, its morphology may present problems to formulators trying to utilise a direct-compression process for tablet manufacture. A modified morphology of hypromellose is Dow’s METHOCEL™ DC2 family of premium cellulose ethers, a line extension jointly developed with Colorcon (Dartford, UK) using Dow’s patented designed particles morphology (DPM) technology.
For METHOCEL™ DC2, the powder morphology was optimised to increase flowability by reducing the concentration of fibrous particles that hinder powder flow, without either sacrificing other critical tablet and formulation properties or coprocessing it with any flow aids. Figure 2 compares the particle morphologies of METHOCEL™ CR (thin, flattened, elongated fibrous particles) with METHOCEL™ DC2 (tightly controlled, thicker, more rounded particles).

Figure 3: Comparison of METHOCEL DC2 and METHOCEL CR powder flow properties.
An internally developed funnel flow test was used to compare the powder flowability of neat METHOCEL™ DC2 and METHOCEL™ CR over a 14 second period (Figure 3). METHOCEL™ DC2 exhibited a more fluid-like behaviour, indicating that it can exit a hopper outlet more readily, travel through a feeder better and fill a tablet press die more evenly – attributes that facilitate direct-compression processing.
Widely used in the global pharmaceutical industry today, the METHOCEL™ DC2 line of cellulose ethers demonstrates the efficacy of the designed morphology approach for excipient innovation; in this case enabling a switch from batch wet granulation to continuous dry processing. The entire line of METHOCEL™ cellulose ethers, including METHOCEL™ DC2, complies with the current US, European and Japanese Pharmacopeias.
Modified Molecular Structure
If formulators are willing to share sufficient information regarding an API’s chemical structure and intended purpose, an experienced excipient supplier can modify the structural molecular properties of their excipients and tailor the molecular properties to make them more suitable to a particular API – without changing the fundamental chemistry and within existing compendial parameters.
An example of this approach is Dow’s AFFINISOL™ hypromellose acetate succinate (HPMCAS), offered to help formulators to overcome solubility issues of poorly soluble APIs by formulating stable amorphous solid dispersions (e.g. via spray-drying processes). AFFINISOL™ HPMCAS is an HPMC material functionalised with a mixture of monosuccinic acid and acetic acid esters (Figure 4).

Figure 4: Reaction scheme to convert HPMC to HPMCAS.
This modified molecular product helps not only to formulate stable amorphous dispersions, but also inhibits API crystallisation in solution, promoting supersaturation of the drug. A key attribute of AFFINISOL™ HPMCAS is its flexibility in acetate and succinate substitution levels. This allows tailoring of the molecular structure of this excipient within the compendial ranges to the specific needs of the API, which results in optimised solubility enhancement and material processing. The performance maps in Figure 5 demonstrate the need to have a full understanding of the allowable HPMCAS substitution space and how minor changes in acetate and succinate substitution can have a substantial impact on solubility enhancement.
These combined properties make AFFINISOL™ HPMCAS an excellent choice for formulating BCS Class II and Class IV compounds. It is also a prime example of excipient innovation by modifying the molecular structure of excipients already approved in the existing pharmacopeias.

Figure 5: Performance maps: red is highest solubility; blue is lowest solubility; with the AFFINISOL™ HPMCAS quality-by-design sample set with model compounds itraconazole (ITZ) and griseofulvin (GRIS).
NOVEL EXCIPIENT CHALLENGES
Lack of an official FDA approval process for new excipients independent of finished drug formulations has hindered excipient innovation, but this should not stop innovation outside the compendial box. Novel excipients offer unique technical benefits and untapped potential for solving a host of challenges.
A case in point is Dow’s AFFINISOL™ HPMC hot-melt extrusion (HME) excipient, an HPMC material designed with a polymer substitution architecture that enables thermal processability in HME processes. This novel excipient offers extended HME process flexibility for choosing polymer viscosities that optimise solubility and drug release profiles, among many other benefits.
The path to approval for AFFINISOL™ HPMC HME may be long, but the benefits are worth it. Dow Pharma Solutions is raising awareness of the benefits and safety of novel excipients by hosting global seminars and working with the FDA to refine its approval process.
Hopefully, there will also be greater collaboration between pharmaceutical and excipient manufacturers in the development of new excipients. Open communication will lead to significant advances in excipient technology, enhancing drug development and allowing more patients greater access to better medicines.
REFERENCES
- Stockbroekx S, “Formulation Effects on Drug Absorption”. Bioavailability and Bioequivalence: Focus on Physiological Factors and Variability Workshop, EUFEPS and COST B25 Conference, Athens, Greece, Oct 1–2 2007.
- “General Glossary of Terms an Acronyms”. International Pharmaceutical Excipients Council, 2014.