Citation: Costa E, Neves F, Moura C, “Design of Composite Particles via Spray Drying for DPI Formulations”. ONdrugDelivery Magazine, Issue 53 (Dec 2014), pp 12-18.
Eunice Costa, Filipe Neves and Cláudia Moura describe how composite formulations – API embedded in an excipient matrix – overcome the challenges in inhalation powder development.
INTRODUCTION
In order to deliver an active pharmaceutical ingredient (API) to the deep lung, it is generally recognised that the particles should have an aerodynamic particle size between 1 and 5 µm. However, such small particles are characterised by a high surface energy and are thus very cohesive, exhibiting poor flow and aerosol performance. In addition, API dosages are typically in the microgram range, requiring a bulking agent for metering and handling the product. In order to address these constraints, the size-reduced APIs are usually blended with an inert coarse carrier – lactose monohydrate is the most commonly used excipient in DPI formulations.

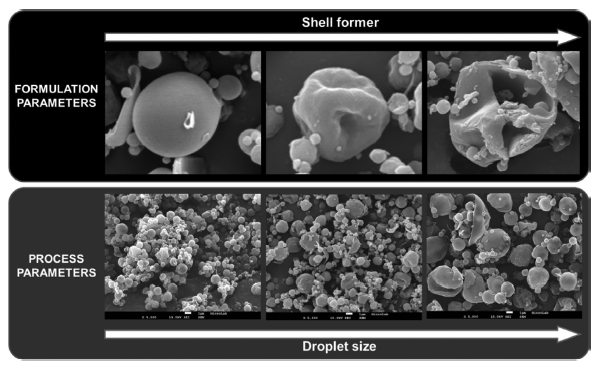
Figure 1: Formulation and process parameters impact on composite particle morphology.
The main challenge of lactose-ordered mixtures is to ensure a balance between the adhesion of the API with the carrier, necessary for a stable and homogeneous blend, and an adequate separation of the respirable API upon inhalation. Generally, the larger carrier particles impact in the mouth and throat with a significant amount of API still adhered to the surface, which limits the delivery efficiency of the platform. In addition, formulation development needs to minimise the impact of the intrinsic variability on API/carrier properties on the final aerodynamic performance. Finally, the platform cannot be generalised to sensitive molecules such as biotherapeutics that cannot be size-reduced through conventional milling technologies.
The development of composite particles, in which the API is embedded in an excipient matrix, overcomes some of these challenges since particle-particle interactions are normalised and uniformity is ensured by design. In addition, the strategy allows the delivery of high-dose drugs (milligram range) which cannot be processed into ordered mixtures.
COMPOSITE PARTICLES: FORMULATION PLATFORM

Figure 2: Spray drying apparatus: schematics with main operating parameters (left side) and picture of a GEA NIRO Mobile Minor unit (right side).
Recently, different composite particle approaches have been developed, including platforms that have led to commercial products, focused on essentially reducing cohesiveness and improving dispersibility of respirable powders.1 Examples of such approaches include the preparation of porous particles (e.g. PulmoSpheres) or highly corrugated particles (e.g. PulmoSol) to reduce the number/area of contact points, or coating of particles with surface active agents such as lipids, fatty acids, surfactants or aminoacids to reduce the surface energy and/or triboelectrification.1,2,3
The choice of composition also takes into account the excipient toxicity and ability for providing physiochemical stability to the dosage form on storage. The enabling technology transversal for most of these engineered particles is spray drying (SD). The design of composite particles integrates both formulation and SD process parameters since the particle size, morphology and excipient/API distribution is dependent on the interaction between both.

Figure 3: Composite particle design. The API can be incorporated in the engineered particle as crystalline nanoparticles or as an amorphous solid dispersion.
As exemplified in Figure 1, increasing the fraction of a shell-forming agent on the particle composition, for fixed SD parameters, led to increasing surface roughness, which generally improves aerosol performance.3 On the other hand, for a fixed composition, increasing the feed droplet size led to an increase in particle size (PS), with a potential impact on reducing the fine particle fraction (FPF), as determined through in vitro cascade impaction, and hence the lung deposited fraction.
SPRAY DRYING: ENABLING TECHNOLOGY

Figure 4: Development of composite particles results from integrating aspects of formulation and process design.
Spray drying is a widely used technique for processing a liquid feed, namely a solution, suspension or emulsion, into a free-flowing powder.4 In SD, a liquid feed is atomised by a nozzle into a drying chamber in which a stream of hot gas (e.g. air or nitrogen) flash dries the droplets, forming particles which are collected downstream (Figure 2). It is particularly applicable for processing labile molecules, since the suspended or dissolved solids are subjected to evaporative cooling during particle formation and to short residence times.

Figure 5: Statistical model for FPF with SD feed droplet related parameters as input factors. The in vitro aerodynamic performance was determined using a modified gravimetric Andersen cascade impactor.
Although spray drying has been well-established for over a century, only in the last two decades has SD become a technology of choice for pharmaceuticals manufacturing, particularly for preparing amorphous solid dispersions for improving oral bioavailability of drugs and pharmaceuticals for pulmonary delivery. Indeed, SD is an enabling technology for DPI formulation since it allows a superior level of control over the final particle attributes such as particle size distribution, density, surface roughness, morphology and residual solvents/moisture levels so that adequate stability, flow and aerodynamic properties of the bulk powder are achieved.
Moreover, a thorough understanding on the SD process thermodynamics, atomisation conditions and fluid dynamics allows the scale-up of SD processes so that the particle properties are maintained across scales. On the other hand, SD is an energy intensive technique, which might be limiting in a cost perspective for processes with low solid throughputs, meaning trade-offs need to be well understood and optimised.
DEVELOPMENT APPROACH

Figure 6: Statistical model derived for describing Figure 5 vertical scattering, using only formulation parameters as input factors; the relatively low R2 can be explained by the intrinsic analytical method variability during FPF determination and the narrow range of variation of this one (the vast majority of the points show a prediction error of less than 5% of FPF).
The choice of excipients for developing composite particles by spray drying is rather limited, considering that few excipients are approved or well tolerated for inhalation. The design of a composite particle (see Figure 3) typically includes a shell in order to improve powder dispersibility, normalise particle interactions, confer a certain degree of API independence (for relatively low API fractions of the total composition), and potentially impose a moisture protection barrier for hydrophilic APIs.
The shell formers that can be explored include surface active ingredients that preferentially migrate to the droplet surface once formed at the SD atomiser tip or surround the API in lamellar/micellar structures, namely surfactants such as phosphatidylcholines (e.g. PulmoSpheres 5 ), fatty acids and cholesterol. Another option is the use of hydrophobic amino acids such as L-leucine. Due to its low solubility in aqueous feedstocks and fast crystallisation kinetics, L-leucine is expected to crystallise during droplet drying and subsequently to accumulate on the receding droplet surface.6

Figure 7: Trade-offs between process throughput and delivery efficiency (FPF)
Depending on API solid state properties and on whether the API is solubilised or suspended on the feedstock, a glass-forming excipient may be required to stabilise the amorphous API (for a small molecule) or to prevent denaturation (for a protein), ensuring physical stability upon storage. Glass stabilisation agents suitable for the application include carbohydrates such as mannitol, trehalose or raffinose, which are characterised by a high glass-transition temperature. The PulmoSol technology is an example of glass-stabilised formulation, used for insulin DPI.6

Figure 8: Scale-up approaches of SD processes, while maintaining droplet size.
The SD feedstock composition can also include a pore-forming agent in order to increase the particle porosity and hence improve dispersibility through the increase in roughness and decrease in the density and number of contact points. Examples of porogens include high-vapour-pressure fluorocarbons, which can be included in the feedstock in the form of an emulsion (e.g. PulmoSpheres 5 ), or volatile salts such as ammonium carbonate.1
Additional agents may also be required if the formulation includes a large biomolecule, namely buffering agents in order to maintain the native conformation of, for example, permeability enhancers and antioxidants.

Figure 9: Aerodynamic performance of the CB (carrier based) and CP powder formulated with API model drug 1 (API1) by an NGI with chemical recovery at 60 L/min using a Plastiape HR device model 7 operated at 4 kPa, where MPA, IP, PS, S1 and MOC stands for Mouthpiece adaptor, induction port, pre-separator, stage 1 and micro-orifice collector respectively.
Finally, the API can be incorporated in the amorphous state if solubilised in the SD feed or in the crystalline state if suspended in the SD feed. In the latter case, the API needs to be reduced to the nano-range in order to be successfully processed into a composite particle via spray drying.

Figure 10: Fine particle fraction for composite particles “as is” and with two different APIs, where CP stands for composite particle “as is”, CP1, composite particle containing API model drug 1 and CP2, composite particle containing API model drug 2 at low concentrations (< 5% w/w); scanning electron micrographs of the respective powders are also included.
The final particle size and morphology of spray dried composite particles not only depends on the selected (i) formulation composition, but also on feed properties such as (ii) solid concentrations and (iii) solvent compositions, on (iii) the resulting droplet size upon atomisation and drying conditions such as (iv) drying gas temperature and (vi) spray and drying gas patterns at the vicinity of the atomiser.6 These parameters are very much interdependent since the droplet size is a result of the feed viscosity and surface tension, besides the actual nozzle design and atomisation gas flow (for a two-fluid nozzle, which is the typical choice for preparing inhalation powders). In addition, several different particle morphologies and relative component distribution across the particle can be obtained for a given droplet size. A universal description of the particle formation step is difficult to achieve, but general tendencies can be derived from the formulation components’ Peclet number, Pe, as illustrated in Figure 4. The Pe number is a function of the ratio between solvent evaporation rate (k) and the diffusion coefficient of the given solute / suspended solid: Pe ∝ ![]() .
.

Figure 11: Stability over time of a composite particle containing an inhalation model drug. The (i) FPF and (ii) solid state via XRPD was assessed at 0 days, 14 days, 28 days, 60 days and 90 days. The capsules were conditioned in double aluminium foil and exposed to normal conditions of 25°C and 60% RH and at accelerated condition of 40 °C and 75% RH.
In general, for a Pe number smaller than 1, the diffusion of the dissolved or suspended solids is faster than the radial velocity of the receding droplet upon drying. Hence, as shown on Figure 4, a solid uniform particle is expected. On the other hand, if the droplet surface recedes faster than the dissolved or suspended components diffusion, the surface will tend to become enriched in the component with higher Pe number. Depending on the shell properties, namely its solid state and mechanical properties, and droplet drying kinetics, hollow spheres or shrivelled structures can be obtained.
Given the complexity of the underlying mechanisms determining particle morphology and, ultimately, the composite particles aerodynamic performance, design of experiments (DoE) focusing on the main input factors can be a useful tool in expediting formulation and SD process optimisation, via derivation of local models for estimating final aerodynamic performance.
THE PRODUCT ANGLE: PERFORMANCE
The aerodynamic particle size is a function of (i) the geometric size of the particle, (ii) the shape/morphology and (iii) the density, these being the properties that can be manipulated for achieving a given aerodynamic performance. Following development studies based on DoE considering both formulation composition and SD operating parameters as input factors, it was observed that the FPF was mainly described by the factors determining the feed droplet size during SD within the explored ranges, as expected (Figure 5).
Although the FPF is fairly well described in Figure 5, there is significant vertical scattering on the observed FPF for a given predicted value. Upon closer inspection on the two main groups that present vertical scattering with a predicted FPF difference of about 10%, a statistical model was derived for the FPF as a function of input factors related with formulation parameters, which is able to capture well the differences on the observed FPF, as shown in Figure 6. This example shows that the relative impact of particle size is probably similar to that of morphology, within the desired (high) FPF ranges.
THE PROCESS ANGLE: THROUGHPUT
In general, composite particle FPF is improved by decreasing the geometric particle size, which can be accomplished by smaller feed droplet size and/or suspended or dissolved solids concentration. A smaller droplet size might require a decrease in the liquid feed flow, while a smaller concentration translates into lower solids throughput / higher cycle time.
During optimisation of the SD process for composite particles manufacturing, trade-offs need to be considered between maximising aerodynamic performance and establishing a cost-effective SD process with good throughput. In addition, the flow properties of bulk powders tend to be poorer for smaller geometric particle size, which can also impact negatively the yield of the downstream DPI filling process (e.g. capsule filling, CF). Integrated models for FPF and process throughput, as shown in Figure 7, can be a useful tool to evaluate the sweet spot in regards to formulation and SD process parameters for the benefit of the overall design.
Once these trade-offs are evaluated, a target droplet size is determined. During SD process scale-up, one of the main challenges is to maintain equivalent droplet size across scales. Often the nozzle being used at a given scale needs to be abandoned as its operating ranges are exceeded and time-consuming testing needs to take place in order to select a new nozzle.
However, selection of a new nozzle is not always successful, as there are physical limitations on the atomisation of large liquid flow rates into very small droplets. A strategy to circumvent these constraints is to adopt a multi-nozzle apparatus of several “low liquid feed flow nozzles” (as opposed to a single high “liquid feed nozzle”) so that the ratios between liquid and atomisation gas flow can be maintained in each nozzle.8
COMPOSITE PARTICLES: KEY ADVANTAGES & FEATURES
The principles described previously in regards to an integrated formulation and spray drying process development result in successful preparation of inhalable composite particles for DPI delivery. The main advantages and key features of composite particles are illustrated on the next sections.
DELIVERY EFFICIENCY
Composite particles are able to enhance significantly the delivery efficiency of DPIs in comparison to the traditional carrier-based approach, as API deposition on the mouth and throat tends to be greatly minimised. In Figure 9, the Next-Generation Impactor (NGI) data is shown for a standard lactose ordered mixture and a composite particles formulation both containing 0.4% w/w of API using a Plastiape HR model 7 device at 60 L/min, at a pressure drop of 4 kPa.7 Similar emitted doses were observed with both formulations, but the FPF was more than tripled from 28% (CB) to an optimised value of 90% (CP).
PRODUCT INDEPENDENT AERODYNAMIC PERFORMANCE
Another potential advantage of the composite particles is the ability to have similar aerodynamic deposition profiles regardless of the incorporated API, as long as the composite particle is designed to accommodate different APIs. The maximum API load that can be incorporated without significantly impacting the aerodynamic performance should be evaluated case by case. Given that most inhaled APIs are delivered in very low dosages, this feature is a key advantage to be explored. The API-independence of the aerodynamic profile allows upfront formulation and process development in order to obtain composite particles with different aerodynamic behaviours, potentially targeting different areas of the lung. In Figure 10, it is shown that the same particle morphology and FPF is obtained for composite particles comprising only excipients (CP) and two different model drugs (CP1 and CP2).
STABILITY UNDER NORMAL PACKAGING CONDITIONS
Composite particles prepared by spray drying usually comprise partially amorphous materials: either the API, an excipient, or both. As mentioned previously, the inclusion of a glass-forming excipient, in a sufficient amount to ensure physical stability of the API, is typically required. In Figure 11 the stability study of composite particles containing a model inhalation API is shown. The stability upon storage under normal packaging conditions was assessed on both an aerodynamic performance and solid-state perspective, including characterisation through cascade impaction and XRPD. The FPF and solid-state form was reproducible at the different stability time-points and conformal in comparison with both normal and accelerated conditions.
CONCLUSIONS
In the past two decades, a significant research effort has been focused on the design of carrier-free formulations for DPI formulations. In general, these formulations are based on sophisticated particle engineering technologies, requiring substantial know-how on both formulation and process design.
An integrated analysis of these two aspects is critical in order to develop a final system that (i) maximises lung delivery efficiency, while ensuring (ii) product long term stability through (iii) a scalable and economically viable particle engineering process.
REFERENCES
- Hoppentocht M, Hagedoorn P, Frijlink HW, de Boer AH, “Technological and practical challenges of dry powder inhalers and formulations”. Adv Drug Delivery Rev, 2014, 75C, pp 18-31.
- Healy AM, Amaro MI, Paluch KJ, Tajber L, “Dry powders for oral inhalation free of lactose carrier particles”. Adv Drug Delivery Rev, 2014, 75C, pp 32-52.
- Chew NYK, Tang P, Chan H-K, Raper JA, “How much particle surface corrugation is sufficient to improve aerosol performance of powders?”, Pharm Res, 2005, Vol 22, pp 148-152.
- Masters K, “Spray drying – an introduction to principles, operational practice and applications”. 1972 London: Leonard Hill Books.
- Duddu SP, Sisk SA, Walter Y H, Tarara TE, Trimble KR, Clark AR, Eldon MA, Elton RC, Pickford M, Hirst PH, Newman SP, Weers JG, “Improved lung delivery from a passive dry powder inhaler using an engineered PulmoSphere powder”. Pharm Res, 2002, Vol 19, pp 689-695.
- Feng AL, Boraey MA, Gwin MA, Finlay PR, Kuehl PJ, Vehring R, “Mechanistic models facilitate efficient development of leucine containing microparticles for pulmonary drug delivery”. Int J Pharm, 2011, Vol 409, pp 156-163.
- Walzel P, “Influence of the spray method on product quality and morphology in Spray Drying”. Chem Eng Technol, 2011, Vol 34, pp 1039- 1048.
- Neves F, Santos J, Olival L, “Multinozzle concept for expedite scale-up of spray dried inhalation powders”. Provisional Patent PT107567.
- Moura C, Vicente J, Palha M, Neves F, Aguiar-Ricardo A, Costa E, “Screening and optimization of formulation and process parameters for the manufacture of inhalable composite particles by spray-drying”. Drug Delivery to the Lungs Conference, 2014 [Abstract] In Press.
Previous article
EFFECTS OF STATIC ON PLASTICS USED IN DRUG DELIVERY DEVICESNext article
QUALITY BY DESIGN IN INHALATION PRODUCT DEVELOPMENT